What if you could have the optimum tool, with the marginal cost increase more than covered by improved production throughput and efficiency? With Quickgrind, you can. Welcome to a world of Infinite Possibilities.®
At Quickgrind we do not limit ourselves to standard ranges, and we do not limit you to tools we happen to have in stock and want to sell you. Instead, our mission is to provide you with solution-based tooling, to give you the right tool, for the right job, at the right price.
Eliminator barrel tools can be designed specifically for your application and are available in virtually any size, diameter, radius, neck relief, coating or reach. Through-coolant and other options are also available.
End the compromise of standard tooling. Contact our team today to discuss your applications, aims and requirements –there are no limits, only Infinite Possibilities.®
Transforming
finishing strategies
Quickgrind’s Eliminator barrel tools are revolutionising finishing and semi-finishing strategies on a wide range of components, for motor racing and mould and die, aerospace to medical, turbine blades and blisks.
Innovating
for unlimited potential
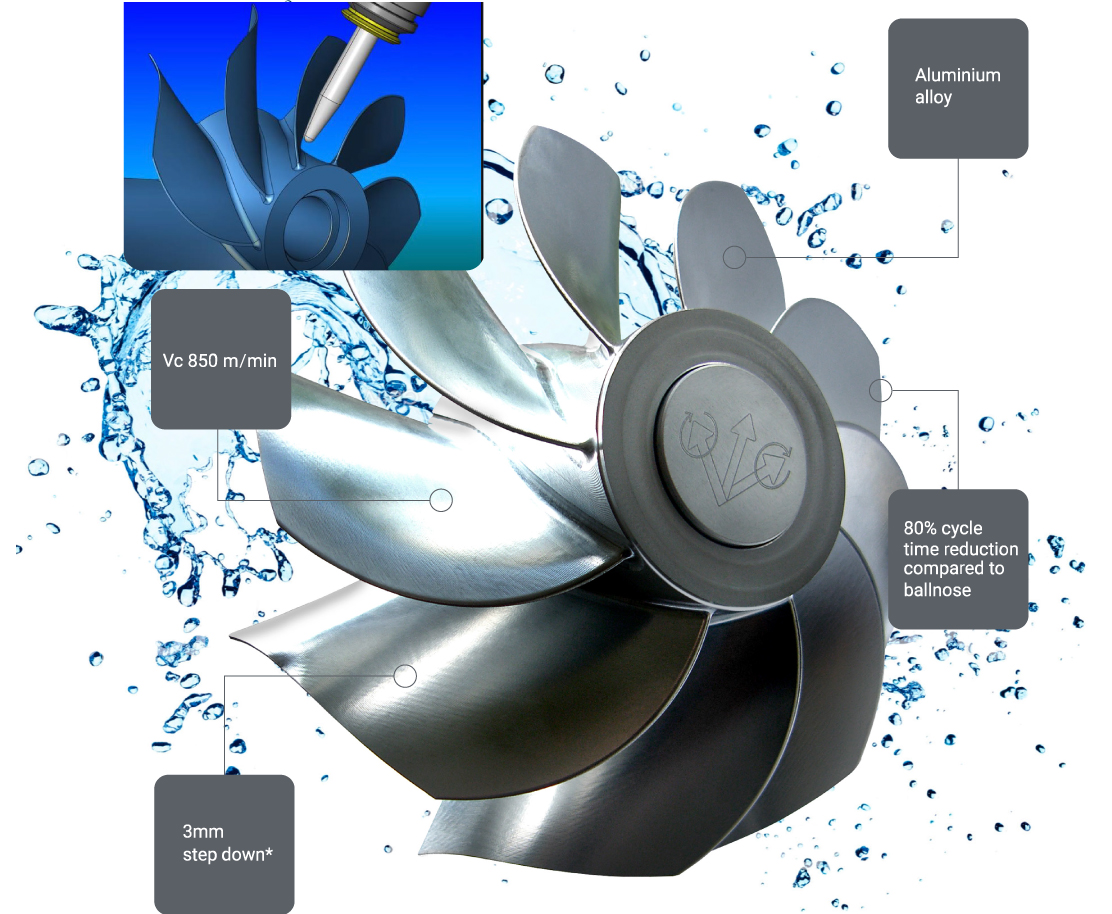
Eliminator is an exciting range of barrel tools that takes the segment of a circle to form the radius of the flute, enabling improved step down strategies when compared to ballnose endmills and reducing cycle times by up to 90%.
Until now the conventional way to produce a required finish was to use a ballnose. This limits the step down, generally calculated as ap = 0.02 x D1. For example, a 10.00mm diameter ballnose can achieve an ap of 0.20mm.
Increasing the step down would normally require a much larger diameter cutter which would not be practical – the Eliminator barrel tool does not have such limitations. The contact area is much greater because the flute radius is adapted from the segment of a much larger circle. If you wanted to increase the step down from 0.2mm to 5.0mm you would need a 250mm diameter ballnose. However, by taking a segment of a 250mm diameter circle to form the flute of your tool, and applying this to any diameter tool, you can achieve a 5.00mm step down.
Available in conical, tangential and form F versions with geometries, number of flutes and dimensions to suit your individual applications,Eliminator significantly reduces finishing cycle times on deep pockets,shallow pockets with small radii, hard to reach faces, radial and tangential faces, gear cutting, and moulds which may normally require a ballnose. The full Eliminator range is available to you now, with custom-made tools on a short delivery.
Start your cycle time and finishing revolution today.
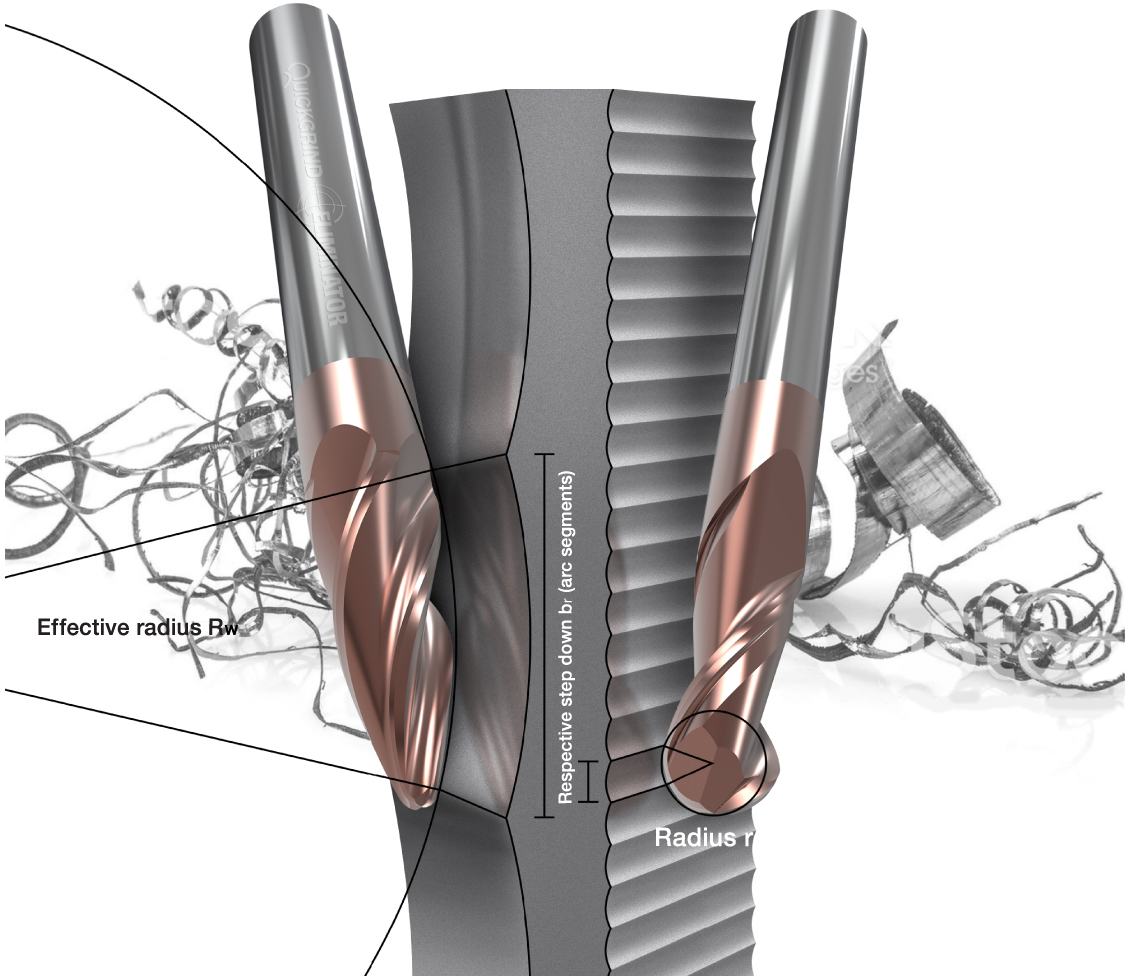
Eliminator versus ballnose
Eliminator’s large radius of curvature (Rw) gives an increased contact area making it possible to realise larger step down distances without any significant impact on the theoretical scallop height.
The result is highly precise surfaces with brilliant characteristics that can minimise the amount of time spent polishing.
Finishing
in record time
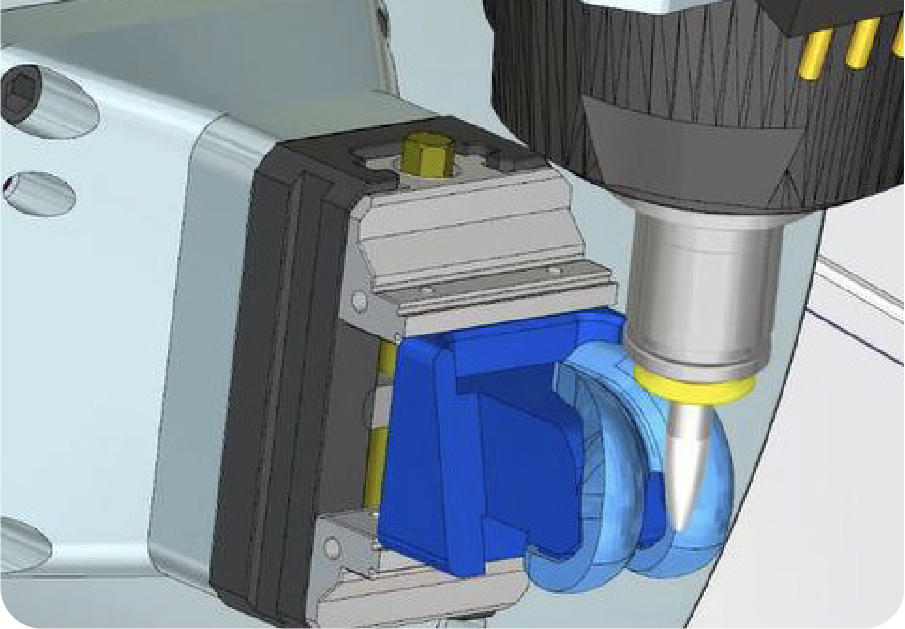
Use of Quickgrind’s Eliminator barrel tools demands a suitable CAM solution that fully exploits the potential of their geometry. Combined with our QuickCamPro programming and machining strategies, your profitability and competitiveness will be transformed.
QuickCamPro promises performance enhancing strategies to suit the parts you make and the machines you use, initially via an on-site visit to help us better understand your requirements. The service offers the very latest cutting-edge carbide tools and by using hyperMILL® MAXX Machining cycles, as well as those provided by other CAM providers, we can offer a very competitive and professional service by ensuring that we always use the most up-to-date machining tool paths. We are an application partner with Open Mind and work with many other CAM providers.
You may only require a section of code to aid your machining processes. In this case we will provide an NC program in the format of your choice – this can simply be inserted into your existing program either by adding it to the original or by use of a sub-program
Force-resistive submicrograin carbide
Quickgrind’s substrate offers the perfect mix of durability, hardness and performance. Precision shanks ensure high concentricity, ideal for toolholders, whilst the structure provides a durable cutting edge.
Your choice of coatings
Coatings are available for a wide range of materials and applications, for both wet and dry machining. The coatings’ outstanding adhesion delivers extended tool life and improves performance, with excellent reliability resulting from high mechanical and thermal resistance.
Available geometries
Adding value
to your tooling investment
Eliminator barrel tools are suitable for remanufacture. Our unique QuickEdge process can give you up to seven times extra usage out of your tooling, and with material costs continuing to increase you can’t afford to ignore the benefits of remanufacture.
● Tools controlled by size, number of reissues and remanufactures
● Reduced logistics costs
● Extremely attractive price and performance over the life of the tool
Remanufacture doesn’t mean compromising on quality. It has always been our policy to produce tools of such high quality that they can be used more than once. Which means that even after seven remanufactures you will continue to enjoy new tool performance.
Any questions?
Please use the form and we’ll be happy to help
Quickgrind Limited | Unit 5701 Shannon Place | Shannon Way Tewkesbury | Gloucestershire | GL20 8SL | United Kingdom t +44 (0) 1684 294090 | e contact@quickgrind.com
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept”, you consent to the use of ALL the cookies. However you may visit Cookie Settings to provide a controlled consent.
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.